
ソーラー・モーターを使用したダスト・レベル・センサーが
サイクロン研究で超有名なBill Pentzさんのサイトで
紹介されました。
Cyclone Dust Collection Research
掛け声ばかりあげているのではなく、本格的に
集塵に取り組んでいる方たちにとって、少しでも
お役に立てれば幸いです。
(1)ソーラー・モーターを使用したオーバー・フロー・センサー (2)超音波式オーバー・フロー・センサー
よく設計されたサイクロン集塵機は微細な粉塵も効率よくセパレートしてくれるのでどんどん普及しているようですが、いくつかのネックがあります。その一つがダスト缶のオーバー・フロー。屋外に排気していれば滝のようにダストを吐き出し、フィルターが装着されていればわずかな時間で掃除がやっかいな目詰まりをおこしてしまいます。そこでアマチュアが製作可能な「プア・マンズ・ダスト・レベル・センサー」を製作してみました。
|
ソーラー・モーターを使用したダスト・レベル・センサーが 掛け声ばかりあげているのではなく、本格的に |
誰も書かなかったシリーズ(爆笑)?バリバリ作業をしていたら、いつの間にか集塵缶がオーバー・フローして排気口からまんまダストが吹き出していたという笑い話を体験しました。♪キャパシティは色々♪にしてもいつかはいっぱいになるわけで、袋タイプなら見た感じで大体見当がつきそうですし、一番簡単なのはダスト缶に透明な確認窓をつけることでしょう。
産業では「あ・いっぱいになってしまった!」と笑い過ごすことが出来ればラッキーで、場合によってはシステムを大分解して清掃と大事になってしまうことや、またダストだけではなく生産技術上、液体、ペレットなどの固体、粉など容器の中の容量をセンサーで測定/制御は広く行われているようです。
サイクロン集塵機はデリケートな部分があり、オーバー・フローするとフィルターまでダストが通り抜け、目詰まりを起こし、風量が極端に低下し、ダスト・セパレーションが行われなくなり・・・という悪循環になり間もなく使い物にならなくなります。またフィルターの後始末も大変そうです。プロの集塵機ではエア・パルスでお掃除をするようですが・・・ところがこの点についての記述をほとんど目にしたことが無く、バラ色の面ばかりが強調されているような?
プロ用には種々の高性能センサーがあるようですが、アマチュア的な解決を探してリサーチを開始。
①サイクロン集塵機を製造・販売しているONEIDAには製品がありました。
http://store.oneida-air.com/Merchant2/merchant.mvc?Screen=PROD&Store_Code=OAS&Product_Code=AIB000000&Category_Code=ACC
プロペラがモーターで毎秒1回 回転していて、ダストが増えてプロペラが回転しなくなるのをセンサーで検出する。しかしシステムは高価です。
②最近流行のロボットには赤外線、超音波などを利用した距離センサーが使われています。ダスト缶の上蓋に取り付けられたセンサーからダスト缶にたまったダストの表層面までの距離を測定し、ある設定以下になるとアラームを出すもの。
http://www.kronosrobotics.com/pj_dusty/dusty.shtml
これは制御用のマイクロ・コンピューターと赤外線/超音波の反射型センサーで検出するタイプです。サイクロン集塵機動作中はダストがダスト缶の中でも回転しており、誤差が大きいので動作停止時がいいとなっています。この製品は100以上のサイクロン集塵機ユーザーが購入しているということで、オーバー・フローは結構切実な問題となっているのでは!?と感じました。しかしこのキットを使いこなすのにはやや専門的な知識が必要であろうと思われます。
③大変微笑ましい!? 車のオイル・ゲージのようにダスト缶の蓋にバーの差込口を設け、上から押してダストのたまり具合を確認する!
実際に紹介されている方法です(笑)
この他にも数点見かけたような覚えがあるのですが、いずれにせよほとんど手付かずになったまま? という印象を受けました。配管や仕上がりに凝るのも必要かも知れませんが、誰にでも簡単に出来るころばぬ先の杖は無いものでしょうか?
(続く)

実験用に使用するのはソーラー・モーターとそのプロペラ。
小さな太陽電池パネルで動作するように、普通の模型モーターと
比較して、少ない電流でゆっくり回転するよう作られています。
プロペラの大きさは60mmよりちょっと大きい程度で
これも軽量です。
毎分300回転程度で頼りなげに廻っているのを良く見かけますが、
これが今回の目的には逆にぴったり。
モーターのシャフトにプロペラを取り付け、ホースの吸い込み口に
持っていき回転させてテスタで測ってみると1V~程度発電します。
風量センサーに使えそうですが、今回の目的にはちょっと?・・・
アルミのLアングルで画像のようにダスト缶に取り付け。固定用の8ミリボルトに貫通穴を開けリード線を引き出すようにしました。サイクロンは上から見て右回り。


「想定済み」でしたが、サイクロンを動作させてもピクリとも回転しません。ダスト缶の中でプロペラ/モーターを回転させるほどの風量/風速があるのはダスト・セパレーションの点で考えると好ましい状態ではないので、この結果は逆にいいことです。
また貫通穴でひゅうひゅう風音がしているので、完成したらコーキングします。
本来の目的であるダストがあるレベルになってプロペラの回転が停止したことを検出する方法は?
手持ちの12Vの直流電源(早い話が電源アダプタ)にこのモーターと200Ωの抵抗を直列に接続しすると回転し、約50mAの電流が流れます。この際のモーターの端子電圧は約1.6V。ダストが検出レベルになった時のように手で軽くプロペラに触れ、回転を止めると端子電圧は約0Vになり、この変化でアラームを出すことが可能です。抵抗によってモーターの電流は制限されているので、停止状態が長い時間続いたとしても巻線が焼損する心配はなさそうです。これは省エネのソーラー・モーター(太陽電池モーター)ならではで、普通の模型用モーターは電流も大きくうまくいかないと思います。
(続く)
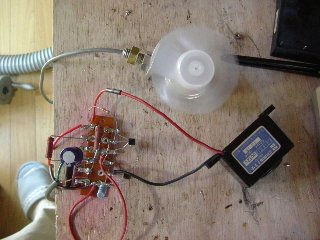
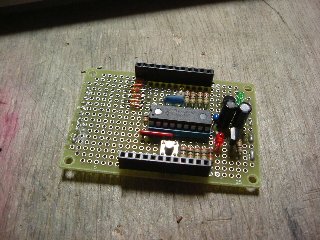
プロペラ/モーター回転停止の検出・アラーム回路の実験の様子。
黒いパーツは12Vの電子ブザー。画像に写っていませんが、
12Vの電源アダプタを接続。
テストでモーターの電流が50mAではこんな非力なモーターでも
回転力が強すぎてプロペラの回転が停止するどころか
ダストを蹴散らしてしまうことが分かりました(笑)
モーターに直列に入れた抵抗を徐々に大きくしていって、
電流を15mA程度にするとプロペラがダストに接触したときに
停止するようになりました。ただしその電流は定速回転時で、
電源を入れても自動的に回転しはじめないので、
回路的にちょっと工夫します。
左は回転中の検出電圧で約0.9V、右は停止時で約0.45V、これで簡単な回路を組んで電子ブザーのアラームを鳴らすことが出来ました。


プロペラはダストに直角に当てるより、押し付けるような方向のほうが確実に回転が停止するので、取り付け方向も変更。3時間ほど時々サイクロン集塵機を使いながら連続動作させましたが特に問題(検出モーターの回転が停止してアラームが出てしまう)は無く、後はダスト缶のダストがあるレベルになってアラームが動作することを確認待ちです。画像に写っているパーツは全部新品で購入しても1500円程度。(続く)
手書きで汚いですが、この程度でソフトを使う気になれなかったので(笑) 画像を右クリックしてVIEW
IMAGEで別ウインドウに拡大されます。
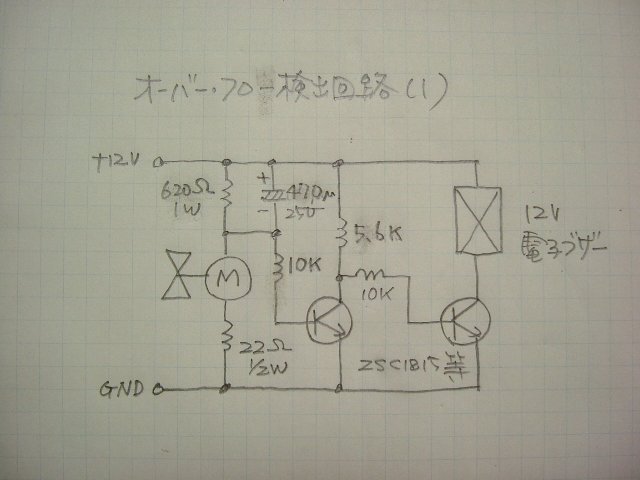
こちらはダストが検出レベルを越えると電子ブザーが
鳴るタイプ。電源等投入時はモーターはゆっくりと定速まで
回転が上がっていくのでその間2~3秒ブザーが鳴ります。
完全な回避はかなり面倒なので放っていますが、
毎回動作テストしていると思えば・・・(笑)
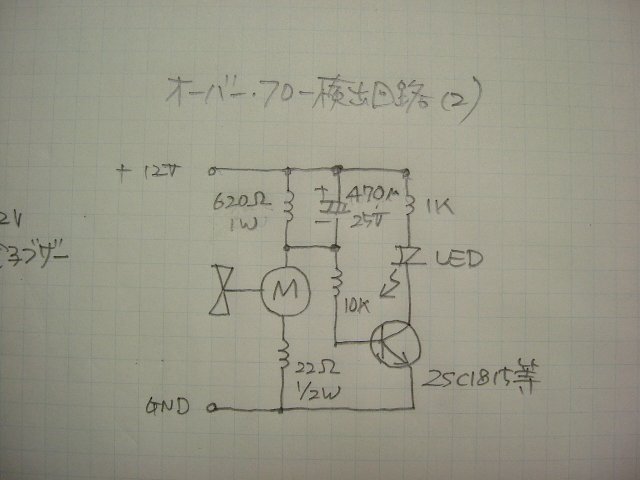
うるさいのはイヤだ、という場合はこちら。回路は
もっと簡単になります。
電源を入れると数秒してLEDが点灯、ダストが検出レベルになり
回転が止まるとLEDが消灯します。
モーターは (株)ソーラーテック製の H-151 (610円)、プロペラは レインボープロダクツの ターボファンS 右回転(180円)
秋葉原の千石電商で購入、ここは通販もしています。 http://www.sengoku.co.jp/
モーター、プロペラがこれ以外の場合はこの回路定数でうまくいくかどうかは不明です。
千石電商で全てのパーツは揃います。モーター、プロペラはハンズなどでも見た記憶があるような・・・。
ダストのオーバー・フロー検出の依頼を受けました。プロの集塵装置ではソーラー・モーターのセンサー(攪拌型というらしい・・・)ではちょっと心許無く、粒度がばらばらな木工ダストが対象では超音波の反射型より透過遮蔽検出の方が確実なのではと思っていましたが、設置例が見つからずどうしたことかと思っていました。また超音波センサーから検出レベルまで往復でせいぜい30cm程度しかない場合には、反射型では誤差が大きくなってしまうようです。
考えてみれば、サイロなどのどてっぱらに穴を開けて取り付ける透過遮断検出方法はケース・バイ・ケースもいいとこで、カタログなどに載せるような量産品は無いのかも知れません。
松山技術コンサルタント事務所 http://www.keisoplaza.info/matsuyama/
で例を発見、考え方が間違っていないことを確認出来たので早速超音波センサーの製作に取り掛かりました。
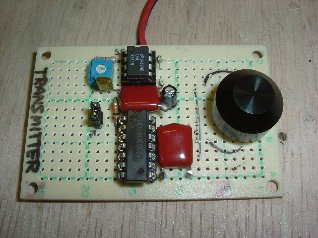
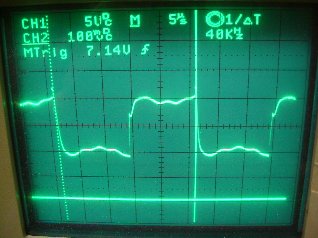
まずは送信部、振動部分に粉塵が付着しないよう防滴型を使用、右はその波形でプッシュプルの片側のみを見ているので、送信ユニットの駆動電圧は倍の約20VP-Pです。
(続く)

対象物がある量に達したことを検出するものは
レベル・スイッチというようです。
ABS樹脂の小型ケースに入れて完成です。
左が受信ユニット、右が送信ユニット。中はがらがらなので
この半分程度のサイズでも収まります。
受信ユニットの右上に突き出ているのは感度調整の
ためのものです。コネクターは室内の警報表示ユニットに
接続するためで、信頼性が高いものを使用しました。
電源もこのケーブルで供給するので、一番左のケーブルは
後で取り外します。
下左のように送信ユニットと受信ユニットを向かい合わせて(画像を撮るため間隔は20cm程度。3m程度離しても超音波を問題なく受信できる)。このとき受信ユニットからのアラーム出力はほぼ0V。


続いて間にコンパネ板を置いて超音波を遮ると画像のように赤いLEDが点灯し、5Vが外部に出力されます。この信号で警告ランプをつけるなり、ブザーを鳴らすなどします。


しかし実際にはコンパネ板を集塵するわけではないので(笑)、サイクロンのダスト缶からダスト(自動かんなとテーブル・ソーのミックス)を間に置いてみると問題なく超音波が遮られ、アラームが動作しました。検出レベルはセンサー・ユニットより1センチぐらい上のようです。実際の設置では上蓋部分での反射、そして周囲からの乱反射などがありますが、このレベルでは超音波センサー・ユニットはダストに埋まっているので問題は無いでしょう。またセンサー表面に少々粉塵が付着しますが、光線式のようなエラーはありません。

検出感度の設定、ダスト缶の中でのダストの積もり方の偏り等で検出レベルに誤差(多分数cm)は実際に設置してからの調整なります。
また大量のダストが一時に入ってきて瞬間的に超音波が遮られた時や、検出レベルすれすれになった時(コンパレーターにヒステリシスは持たせていますが・・・)など、警報ランプが点滅する場合があるかもしれません。これを「集塵が正常に働いている」モニタとしておおらかに考えるか(笑)、それでは気分が悪ければ受信部の出力をPICに接続し、数十秒おきに数回チェックしてずっと警報信号が出ていたら捨て時と判断する改善策もちょっとの経費で追加できます。
オーバー・フローは仕事の妨げになるので致命的な検出エラーは許容されませんが、製造ラインと違って捨てるダストの量が数センチ違っても問題は無いのでこうした簡易型でも十分実用性はあると思います。パーツ代は工業用製品の1/10以下。
(追記)サイクロンのコーンの長さが十分でなく、ダスト缶の中でもかなりの風速で回転している場合は、超音波は空気中を伝わるものなのでドップラー効果で悪影響があるかもしれません。
2005 Dec.
年末に超音波センサーを実際に取り付けてテストしてみました。その結果
①入ってくるダストで思っていたより超音波が遮られる。
②風が強いと、排気口からの逆流で(たぶん粉塵が巻き上げられ)遮られる。
③検出レベルすれすれになった場合
という誤動作を起こしてしまうことが分りました。粉塵一粒一粒は微小でも、中では粉塵霧のような状態になっているのかも知れません。これは豪雨の際BSの受信状態が悪くなるのと似ているかも。
ただしアラームLEDの点灯状態を見ていると、いずれの場合もチラチラとしていて、ダストがオーバー・フローした際のようにずっと点灯したままということは無く、PICでエラー・チェックをすることにしました。
方法は極めて簡単で、20秒おきに10回超音波センサーからの
アラーム出力をチェックし、10回とも連続してアラーム出力が
検出されたらオーバー・フローと判断し、室内の赤LEDを
点灯するものです。
もし10回のうち一回でも検出されなければ
「こりゃ、チラチラだんべ!?」と判断し、ゼロからチェックを
再スタートします。
確率論は良く知りませんが、これだけでもエラー率は
数万分の一程度になっていると思われ?、
検出間隔、検出回数を変えて更に精度を高めることも
可能です。
アセンブラでプログラムしたので制作費も大幅に低下し(1000円以下)、また複数の木工機からの信号で集塵機を作動させ、スイッチ・オフから30秒(いくらでも可変可能)で集塵機をストップさせる機能もこれだけで出来てしまいました。
2005 Jan.
ダストのオーバー・フロー検出の依頼を受けました。プロの集塵装置ではソーラー・モーターのセンサー(攪拌型というらしい・・・)ではちょっと心許無く、粒度がばらばらな木工ダストが対象では超音波の反射型より透過遮蔽検出の方が確実なのではと思っていましたが、設置例が見つからずどうしたことかと思っていました。また超音波センサーから検出レベルまで往復でせいぜい30cm程度しかない場合には、反射型では誤差が大きくなってしまうようです。
考えてみれば、サイロなどのどてっぱらに穴を開けて取り付ける透過遮断検出方法はケース・バイ・ケースもいいとこで、カタログなどに載せるような量産品は無いのかも知れません。
松山技術コンサルタント事務所 http://www.keisoplaza.info/matsuyama/
で例を発見、考え方が間違っていないことを確認出来たので早速超音波センサーの製作に取り掛かりました。
まずは送信部、振動部分に粉塵が付着しないよう防滴型を使用、右はその波形でプッシュプルの片側のみを見ているので、送信ユニットの駆動電圧は倍の約20VP-Pです。
(続く)
対象物がある量に達したことを検出するものは
レベル・スイッチというようです。
ABS樹脂の小型ケースに入れて完成です。
左が受信ユニット、右が送信ユニット。中はがらがらなので
この半分程度のサイズでも収まります。
受信ユニットの右上に突き出ているのは感度調整の
ためのものです。コネクターは室内の警報表示ユニットに
接続するためで、信頼性が高いものを使用しました。
電源もこのケーブルで供給するので、一番左のケーブルは
後で取り外します。
下左のように送信ユニットと受信ユニットを向かい合わせて(画像を撮るため間隔は20cm程度。3m程度離しても超音波を問題なく受信できる)。このとき受信ユニットからのアラーム出力はほぼ0V。
続いて間にコンパネ板を置いて超音波を遮ると画像のように赤いLEDが点灯し、5Vが外部に出力されます。この信号で警告ランプをつけるなり、ブザーを鳴らすなどします。
しかし実際にはコンパネ板を集塵するわけではないので(笑)、サイクロンのダスト缶からダスト(自動かんなとテーブル・ソーのミックス)を間に置いてみると問題なく超音波が遮られ、アラームが動作しました。検出レベルはセンサー・ユニットより1センチぐらい上のようです。実際の設置では上蓋部分での反射、そして周囲からの乱反射などがありますが、このレベルでは超音波センサー・ユニットはダストに埋まっているので問題は無いでしょう。またセンサー表面に少々粉塵が付着しますが、光線式のようなエラーはありません。
検出感度の設定、ダスト缶の中でのダストの積もり方の偏り等で検出レベルに誤差(多分数cm)は実際に設置してからの調整なります。
また大量のダストが一時に入ってきて瞬間的に超音波が遮られた時や、検出レベルすれすれになった時(コンパレーターにヒステリシスは持たせていますが・・・)など、警報ランプが点滅する場合があるかもしれません。これを「集塵が正常に働いている」モニタとしておおらかに考えるか(笑)、それでは気分が悪ければ受信部の出力をPICに接続し、数十秒おきに数回チェックしてずっと警報信号が出ていたら捨て時と判断する改善策もちょっとの経費で追加できます。
オーバー・フローは仕事の妨げになるので致命的な検出エラーは許容されませんが、製造ラインと違って捨てるダストの量が数センチ違っても問題は無いのでこうした簡易型でも十分実用性はあると思います。パーツ代は工業用製品の1/10以下。
(追記)サイクロンのコーンの長さが十分でなく、ダスト缶の中でもかなりの風速で回転している場合は、超音波は空気中を伝わるものなのでドップラー効果で悪影響があるかもしれません。
2005 Dec.
屋外に設置された集塵機のダスト袋(缶)をしょっちゅう見に行かなくてはならないのでは仕事になりませんから、何らかの方法でチェックする必要があります。年末に超音波センサーを実際に取り付けてテストしてみました。その結果
①入ってくるダストで思っていたより超音波が遮られる。
②風が強いと、排気口からの逆流で(たぶん粉塵が巻き上げられ)遮られる。
③検出レベルすれすれになった場合
という誤動作を起こしてしまうことが分りました。粉塵一粒一粒は微小でも、中では粉塵霧のような状態になっているのかも知れません。これは豪雨の際BSの受信状態が悪くなるのと似ているかも。
ただしアラームLEDの点灯状態を見ていると、いずれの場合もチラチラとしていて、ダストがオーバー・フローした際のようにずっと点灯したままということは無く、PICでエラー・チェックをすることにしました。
方法は極めて簡単で、20秒おきに10回超音波センサーからの
アラーム出力をチェックし、10回とも連続してアラーム出力が
検出されたらオーバー・フローと判断し、室内の赤LEDを
点灯するものです。
もし10回のうち一回でも検出されなければ
「こりゃ、チラチラだんべ!?」と判断し、ゼロからチェックを
再スタートします。
確率論は良く知りませんが、これだけでもエラー率は
数万分の一程度になっていると思われ?、
検出間隔、検出回数を変えて更に精度を高めることも
可能です。
アセンブラでプログラムしたので制作費も大幅に低下し(1000円以下)、また複数の木工機からの信号で集塵機を作動させ、スイッチ・オフから30秒(いくらでも可変可能)で集塵機をストップさせる機能もこれだけで出来てしまいました。